


- 销售热线:0573-84027080
- E-mail:sales@chinaoiles.com



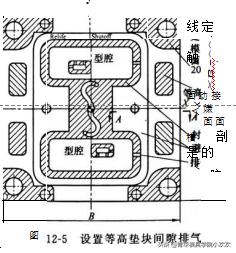
设置等高垫块,(平面触摸块),使等高垫块的平面与动、定模的封胶面相同髙,空隙值小于塑料的溢边值(0. 02〜0. 04
图12-5所示。设置等高垫块的意图是削减封胶 ’面的触摸面积,进步封胶面的触摸精度,便于加工和修理
① 排气槽的间隔为50〜75mm,依据模具巨细选定。锁模力在1000kN以下的注塑机,排气槽间隔为50mm(2in);在1000kN以上的注
塑机,排气槽间隔为75mm(3in)。排气槽的平面布局。在塑件两头的相交角处,开设排气槽,视点为45°,如图12-6〜图12-8所示。

① 依据塑件不同挑选排气缝深度为0.02〜0.04mm(以流道结尾见飞边为准),见表 12-1。
① 排气槽的长度一般为3〜5mm(英制排气槽长度为0. 125〜0.75in,依据封胶量的宽度确
② 二级排气槽(放气通道)通大气,一般深度为0. 50〜0. 80mm。截面展现了梯形圆形排气的深度、宽度和离模腔的间隔,见图12-10。规划者有必要靠自己的知识来气槽的一切排气孔横截面积之和。
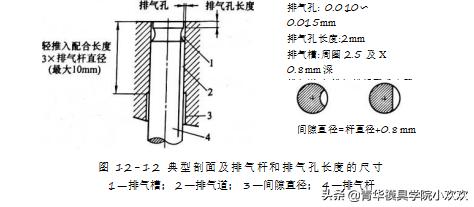
如图12-12所示,排气杆的规范规划是在排气槽以下的孔径部分,以用手能悄悄推入的配 合(在直径方向上有0.005〜0.008mm的空隙)程度来确保排气孔与孔壁同心(均匀分布)。
如图12-14所示,排气对确保塑料充溢深的加强筋是肯定需求的。由于假如加强筋是全体构成的,只需加强筋的深度大于它宽度的1.5倍(塑件加强筋超越15〜25mm),加强筋的底部就有必要设置满足数量和巨细的顶杆或排气杆以避免残存空气。动、定模选用镶块结构便于加工,避免电火花加工时的积炭,便于抛光。
如图12-15所示,这种方法能够使被注入的塑料流面向前端的空气,在抵达浇口前能够溢出,以利于冷流道体系充模。这儿的排气孔尺度应与分型面排气孔相同,也能够做得窄—些。